Направляющий аппарат
При изготовлении насосов часто используются литые детали. Одна из таких деталей – направляющий аппарат первой ступени. Отливка выполнена из алюминиевого сплава АК7ч, габаритные размеры: диаметр 680мм, высота 890мм. Масса отливки 276 кг.
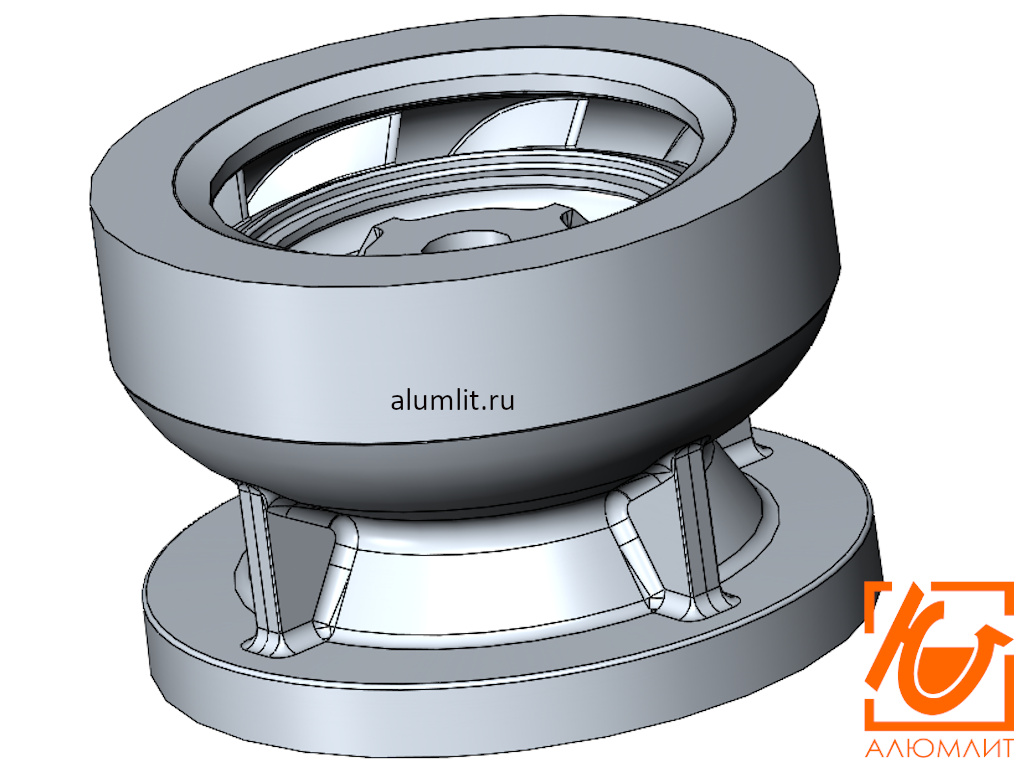
Разработка начинается с проектирования математической модели отливки в среде SolidWorks. На исходной модели детали, которую разработал клиент, добавляются припуски на механическую обработку.
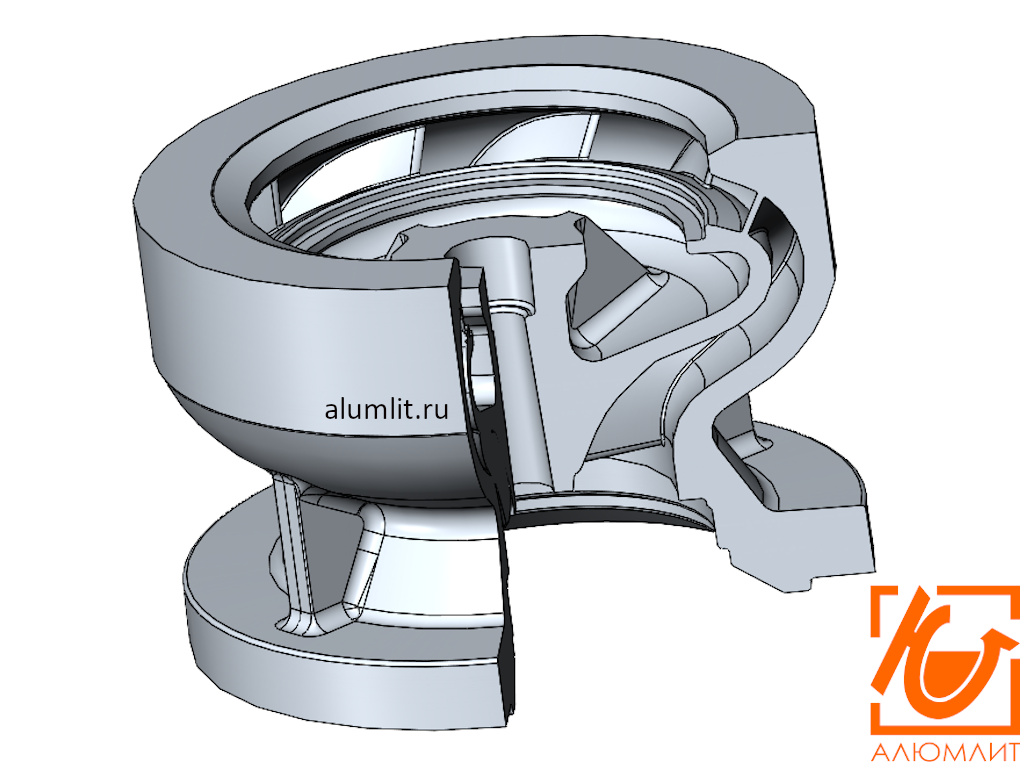
Чтобы избежать дорогостоящей обработки на станке с ЧПУ, внутренние каналы выполняются в литье без припуска. Фактически, деталь со сложными криволинейными поверхностями может обрабатываться после литья на универсальном токарном станке.

После завершения разработки изготавливается модельный комплект. Это набор крупногабаритных моделей, сделанных из комбинации МДФ и модельного пластика. Стержневые ящики для формирования внутренних каналов выполняются только из твердого модельного пластика для получения максимальной точности.
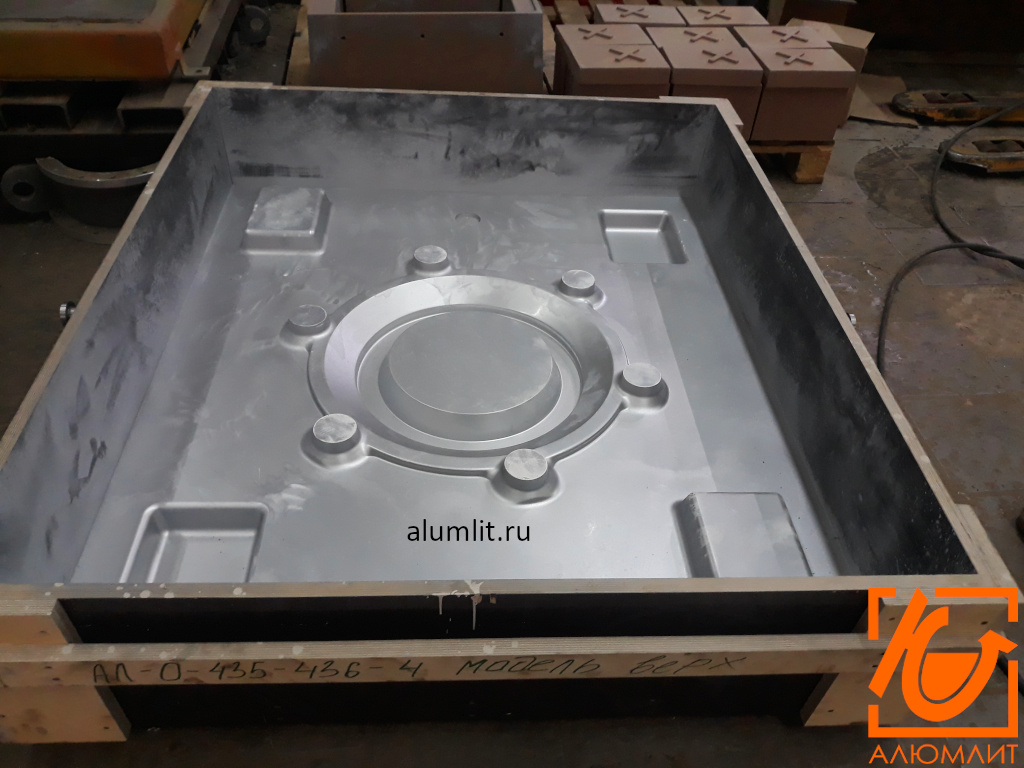
Каждый элемент модельного комплекта предназначен для формирования отдельной части литейной формы. Получаемые в процессе формовки элементы собираются вместе, чтобы сформировать готовую литейную форму. Для изготовления этой отливки используется 5 различных элементов оснастки.

Самое сложное при сборке формы – правильная установка элементов, которые формируют внутренние каналы. В форме также предусмотрена литниково-питающая система, по которой будет подводиться расплавленный металл.

Чтобы получить заданную точность используются специальные приспособления для позиционирования элементов формы. Поверхности покрываются краской, которая помогает улучшить качество.

Масса формы ХТС в сборе составила 2,7 тонны. Заливочный вес (вес отливки и литниковой системы - полный объем металла, который заливается в форму) составил 440 кг.

Для повышения механических свойств металла отливка проходит термическую обработку по режиму Т6. Ее нагревают до температуры порядка 535 градусов, а затем помещают в специальную емкость для охлаждения (закаливают). После закалки проводится старение – нагрев и выдержка при температуре порядка 200 градусов. Вместе с отливкой обработку проходят образцы-свидетели. На них проверяются полученные механические свойства.

Отливка была успешно изготовлена и отгружена клиенту. Замеры на контрольно-измерительной машине (КИМ) показали, что все поверхности были отлиты правильно, размеры находятся в рамках допуска.

После механической обработки деталь успешно вошла в состав изделия. Испытания показали, что внутренние каналы выполнены с высокой точностью, что обеспечило выход насоса на расчетные показатели.
Чтобы изготовить литые детали насосов звоните +7 (495) 789-01-90.

